




Retrofit de bomba de motor enlatado para bombas de limpeza de água de reator
Em reatores de água fervente (BWRs), existem sistemas de limpeza de água do reator (RWCU) que são projetados para manter a qualidade da água de um reator por filtração e troca iônica. A qualidade da água é importante para minimizar a corrosão e evitar a incrustação dos trocadores de calor dentro do reator. Este sistema usa bombas para circular uma porção do fluido de trabalho do reator, tipicamente cerca de 1 por cento da vazão da água de alimentação, através do sistema de filtração.
Normalmente, os BWRs foram projetados e construídos com bombas de sucção de extremidade acoplada que fazem uso de um selo mecânico entre o eixo da bomba e a carcaça da bomba. Dependendo do projeto do reator, essas bombas operam antes ou depois dos trocadores de calor, com temperaturas do fluido bombeado variando de ambiente a 575 F. Elas normalmente desenvolvem 500 a 575 pés de altura manométrica a 160 a 500 galões por minuto (gpm) e são projetado para 1.400 a 1.420 libras por polegada quadrada (psi).
A alta pressão e, às vezes, a alta temperatura dessa aplicação dificultam que os selos mecânicos tradicionais tenham uma vida operacional adequada. Este estudo de caso se concentra em uma usina nuclear que apresentava falhas de vedação mecânica aproximadamente a cada três meses em seus BWRs. Além das falhas de vedação, essas bombas também apresentavam falhas nos rolamentos axiais de tempos em tempos. A planta usa duas bombas RWCU por reator.

As bombas são projetadas para 1.410 psi a 150 F e desenvolvem 500 pés de altura manométrica a 180 gpm cada. A água bombeada por esse sistema é radioativa, o que significa que as falhas do selo e do mancal de encosto exigem manutenção que expõe os trabalhadores a altas doses de radiação. Além da exposição à radiação e do alto custo associado a falhas, uma das duas bombas estando off-line resulta na degradação da qualidade da água que pode chegar a níveis que exigem o desligamento do reator em poucos dias.
Solução
Usando um retrofit de motor enlatado horizontal, eles foram capazes de manter as caixas de bombas existentes e evitar a necessidade de quaisquer modificações na tubulação na sala. Parte do escopo do fornecimento neste projeto foram impulsores de engenharia reversa para corresponder ao desempenho hidráulico original, juntamente com trocadores de calor projetados sob medida para o retrofit do motor enlatado.
Projeto
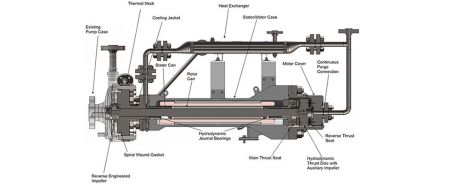
A bomba de motor enlatado usa um eixo de motor/bomba comum que é totalmente molhado e dentro de um limite de pressão classificado para a temperatura e pressão de projeto de acordo com a Seção III do Código de Caldeiras e Vasos de Pressão da Sociedade Americana de Engenheiros Mecânicos (ASME).
O conjunto da caixa do motor/estator abriga os enrolamentos do motor encapsulados em uma resina (resina omitida para maior clareza na Imagem 1) atrás de uma lata de estator resistente à corrosão que é a barreira para a cavidade do motor cheia de fluido. Também abriga os mancais radiais e a sede do mancal axial principal.
O conjunto da tampa do motor fornece espaço para o mancal de encosto e abriga o mancal de encosto reverso, além de fornecer um ponto de conexão para a tubulação do trocador de calor.
O conjunto rotativo consiste em um eixo com seus componentes elétricos (laminações, barras de rotor, anéis de curto-circuito) protegidos da cavidade cheia de fluido por uma lata de rotor, bem como superfícies de munhão revestidas, um disco de impulso e um impulsor de engenharia reversa. O trocador de calor é um trocador de calor de casco e tubo que transfere calor do fluido do motor para um fluxo de água de resfriamento fornecido externamente.
Características
Esta é a principal característica deste projeto. Não ter vedação mecânica praticamente elimina a chance de vazamento ou falha que resultaria em vazamento, aumentando a segurança da bomba. O motor enlatado oferece dupla contenção, sendo o primário a lata do estator e o secundário a carcaça do motor.
Sem chance de vazamento, há zero ALARA (tão baixo quanto razoavelmente possível) tempo gasto na sala limpando a água de circulação do reator devido a problemas na bomba. Também elimina a necessidade de substituição de peças de desgaste da vedação.
Mancais hidrodinâmicos
Os mancais hidrodinâmicos são lubrificados com produto e não requerem sistema de fluido externo, reduzindo a necessidade de sistemas auxiliares. O rolamento de impulso principal é projetado para impulso axial gerado pelo impulsor durante a operação típica. O disco de impulso rotativo cria cunhas de filme fluido contra almofadas de inclinação estacionárias. As almofadas de inclinação e sua carcaça esférica do assento permitem a correção do desalinhamento e a operação dinâmica do rotor estável.
O rolamento de impulso reverso é projetado para condições de operação fora de serviço, anormal e partida/desligamento. O disco de impulso rotativo cria cunhas de filme de fluido contra o rolamento de passo na tampa do motor.
Os rolamentos radiais são projetados para o peso do rotor, cargas radiais do rotor e tração magnética desequilibrada do motor elétrico durante a operação. As superfícies rotativas do munhão no rotor criam uma película de fluido contra dois mancais de manga.
Os rolamentos hidrodinâmicos só se desgastam durante a partida e o desligamento, quando o filme de fluido está se desenvolvendo. Isso permite intervalos de manutenção maiores quando comparados aos rolamentos de contato.
Impulsor auxiliar no disco de empuxo
Os orifícios radiais perfurados no disco de impulso atuam como um impulsor auxiliar para circular o fluido do motor através do trocador de calor para maximizar a transferência de calor para a água de resfriamento através do trocador de calor.
Purga contínua
Uma purga contínua com água não irradiada permite a lavagem contínua da cavidade do motor, eventualmente fluindo através do anel entre o rotor e o pescoço térmico para o fluido do processo. Isso permite uma redução nos níveis de radiação dentro do motor, levando a uma menor dose tomada pelos trabalhadores durante a manutenção.
Construção em aço inoxidável
Todas as superfícies molhadas são de aço inoxidável, evitando a corrosão dentro do retrofit
e contaminação dentro do reator e do sistema RWCU.
Design personalizado
Esse retrofit foi fornecido com um pacote de sensores personalizados, incluindo RTDs de enrolamento do estator, termopares de cavidade de mancal, transdutores de corrente, acelerômetros para medição de vibração e um painel com software de monitoramento de integridade e armazenamento de dados.
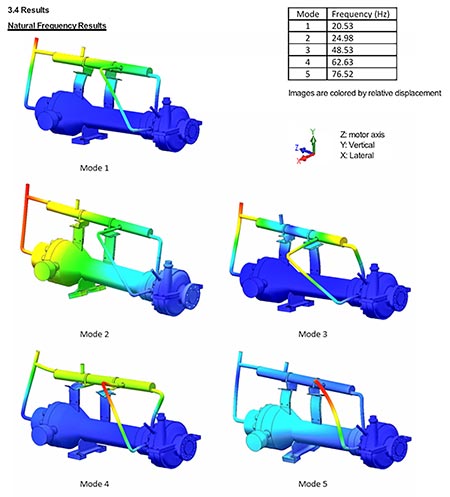
O limite de pressão foi projetado de acordo com a Seção III do Código de Caldeiras e Vasos de Pressão ASME para o ano de código do projeto para a planta, pressão/temperatura de projeto necessária e critérios de carga sísmica da planta necessários. Uma análise modal para o retrofit é mostrada na Imagem 3.
Como as cargas hidráulicas originais não eram conhecidas, estas tiveram que ser modeladas usando dinâmica de fluidos computacional. Os rolamentos personalizados foram projetados para a saída de carga radial e axial da dinâmica de fluidos computacional associada ao projeto hidráulico existente. O projeto garante que, nas temperaturas de operação e carregamento, os mancais operem na região hidrodinâmica e haja estabilidade rotodinâmica.
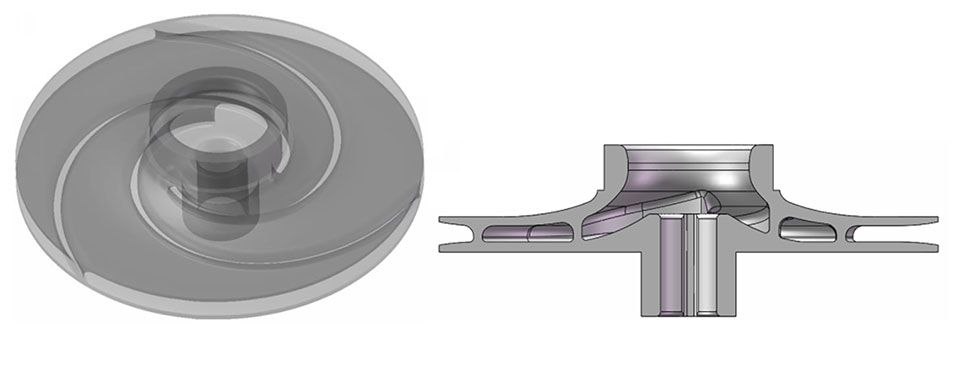
O retrofit do motor enlatado foi projetado sob medida para se adequar e usar a caixa da bomba existente. O impulsor existente foi submetido a engenharia reversa usando uma combinação de técnicas, incluindo digitalização 3D e medição manual para garantir que os caminhos das lâminas estivessem corretos.
A digitalização 3D tradicional de rotores pode ser difícil, dada a geometria das palhetas e as superfícies internas cegas. Isso pode exigir que o modelador CAD interpole a geometria que não pode ser escaneada no centro da passagem hidráulica, causando diferenças entre o modelo e a geometria real do impulsor.
Dada a importância de toda a passagem hidráulica para gerar a carga necessária, uma nova técnica proprietária foi usada para escanear toda a passagem e criar o modelo. Esta nova técnica não é destrutiva e fornece dados para todas as superfícies.
O impulsor de engenharia reversa foi verificado usando modelagem computacional e, em seguida, durante o teste de desempenho na fábrica. Nesta aplicação, o impulsor de engenharia reversa foi projetado para fornecer desempenho idêntico ao original, mas pode ser projetado sob medida para um ponto de trabalho diferente ou para um desempenho totalmente novo.
Um modelo 3D do impulsor de engenharia reversa para esta aplicação é mostrado na Imagem 4.